We review products independently. When you buy through links on our site, we may earn a commission to help support our testing. Learn more.
Quickly learn how to barrel seat your 80% 1911 build.
Setup
Should be the same as cutting the slide rails in Part 5. Load up the 18mm ball end mill. You’ll be going for .08″ deep of a cut. Disclaimer!
1911 80% Barrel Seating
Cutting
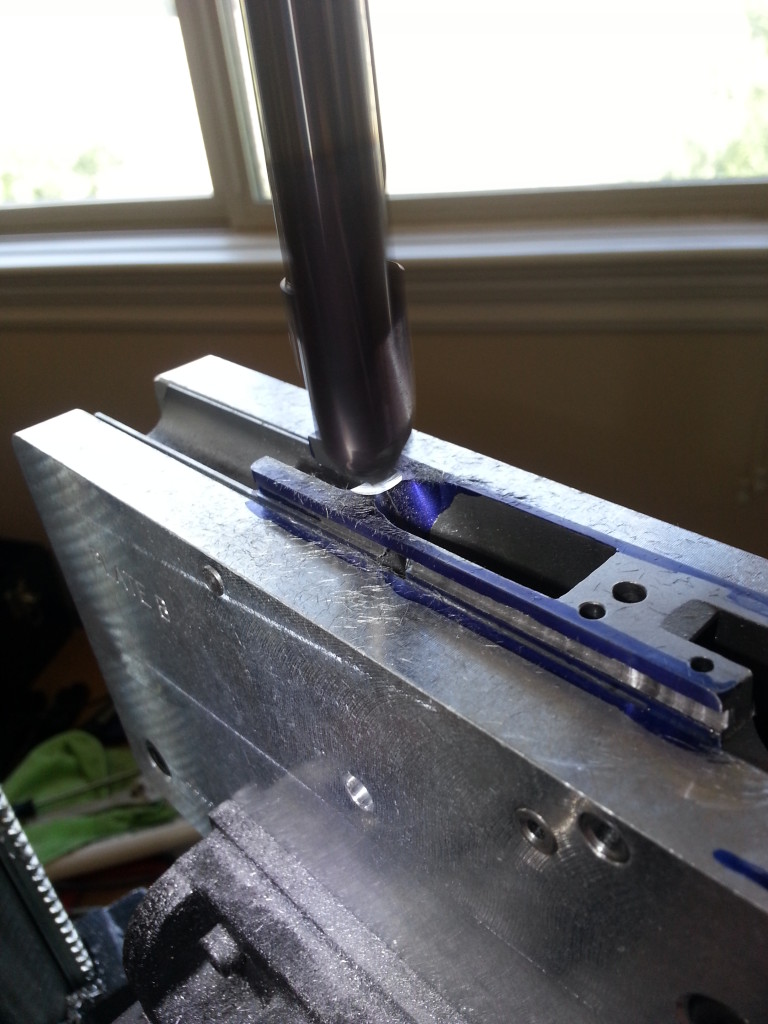
It was difficult to see where exactly was the middle, so I Dykem-ed and used the calipers to cut a middle line on the flat area.
1911 Barrel Seat DykemEyeballing 1911 Barrel Seat Cut
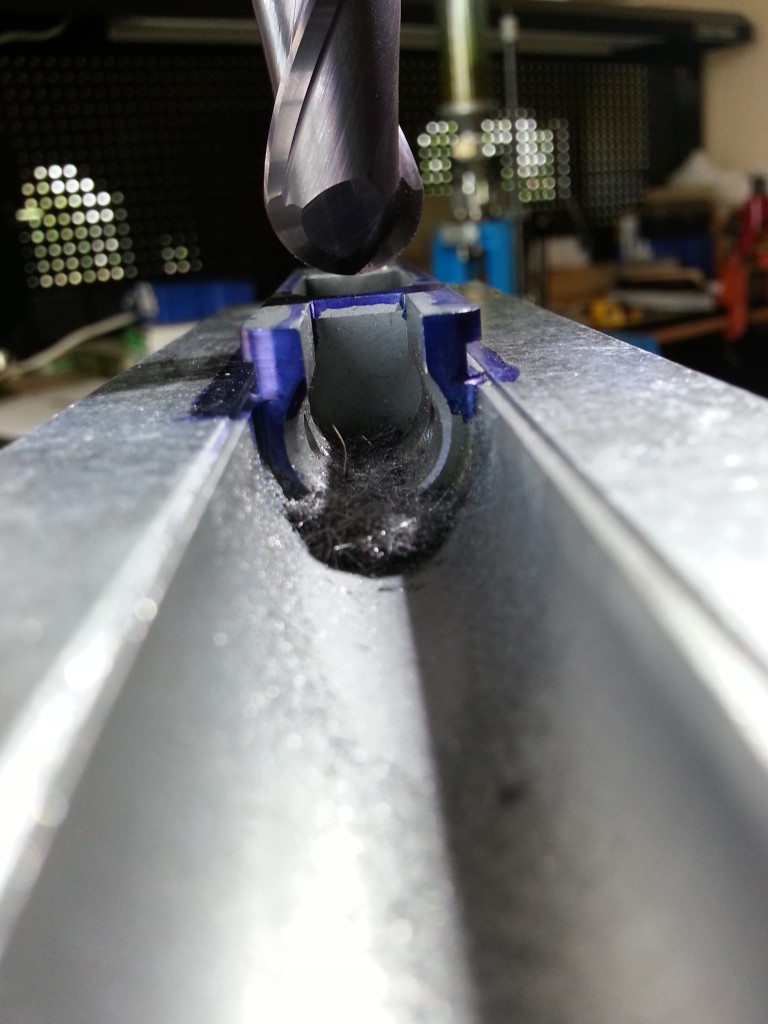
I got a good first hole.
Barrel Seat First Cut
But after unsuccessfully trying to mill using the drill press (it walks A LOT), I decided to just go to touching holes. This is the not very clean final product.
1911 Barrel Seat with Drill Press
After some filing and sandpaper, it looks a lot better. The barrel sits fine too. I’ll file some more afterwards.
Almost Finished Barrel Seat
Keep the jig on and we’ll finish the frame with the hammer & sear pin holes next.